
Безнең заводта сапфир эшкәртү адымнары түбәндәгечә :

Рентген NDT Бәллүр ориентация аппараты
Башта без кристалл ориентация коралын кулланабыз, аннары кристалл ориентациясен табабыз then аннары ориентацияне клиент соравы итеп билгеләячәкбез
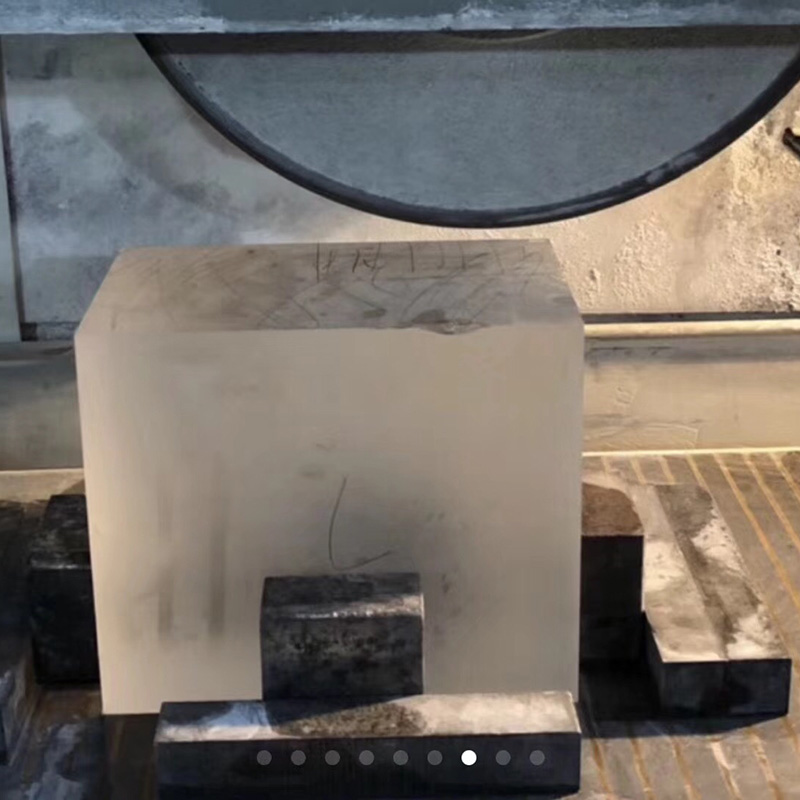
Сапфир кирпеч кисү
Аннары без сапфир кирпечне кисәрбез, калынлыгы әзер продуктка якын, ләкин тарту һәм бизәү өчен кирәк булган катлам калынлыгын саклагыз.

Түгәрәк машиналар
Соңгы продукт түгәрәк формада булса, без продуктның түгәрәклеген кирәкле дәрәҗәгә җиткерү өчен киселгән квадратны яки түгәрәк яссы таблицаны әйләндерәчәкбез.

Тегермән бүлмәсе
Формадагы алдагы эшләрне тәмамлагач, без продукт өслеген тартудан эшкәртәчәкбез,Эшкәртү төгәллегенә сорау дәрәҗәсенә карап, без ике төрле процесс кулланабыз, бер яклы тарту яки ике яклы тарту.
Бер яклы тарту һәм бизәү машинасы
Бер яклы тарту озакка сузыла һәм югары өслек таләпләре булган продуктлар өчен яраклы
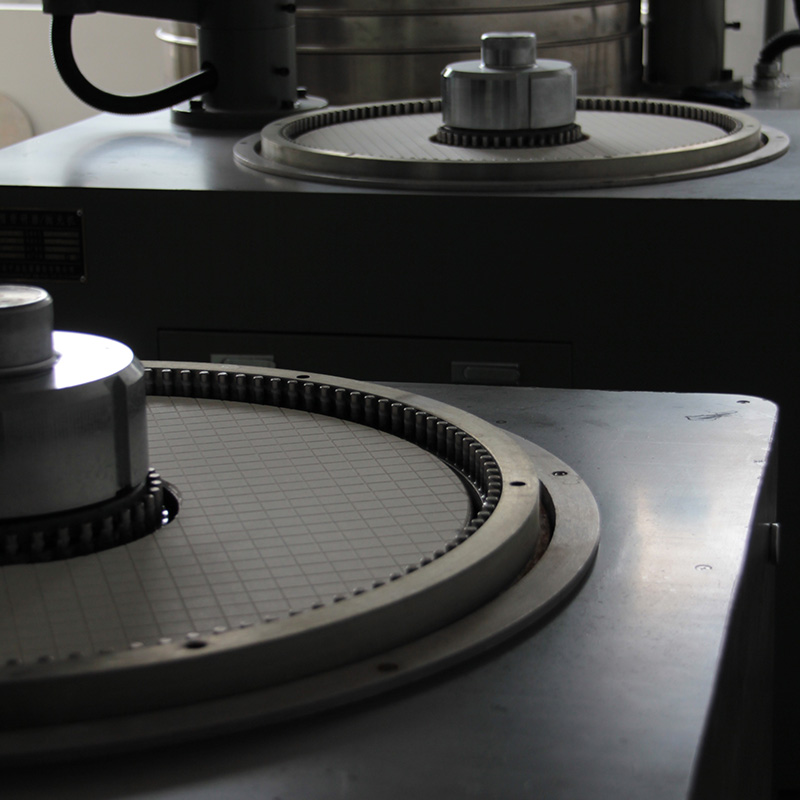
Ике яклы тарту һәм бизәү машинасы
Ике яклы тарттыру эшкәртү бер яклы тарттыруга караганда тизрәк, ул бер үк вакытта ике өстән тартуны тәмамлый ала, һәм ике яклы тартуның продукт параллелизмы бер яклы тартудан яхшырак.

Кул белән чамферинг
Чамферинг эшкәртү процессында кыр таркалуның һәм полировкаларга кырның җимерелүенең начар тәэсиреннән эффектив сакланырга мөмкин,Ул шулай ук эшчеләрне продукт ташканда кыскартулардан саклый.

Яхшы тарту процессы
Беренче тарту процессын тәмамлагач, ул икенче тарту, яхшы тарту процессына керәчәк

Калынлык үлчәү
Нечкә тарту процессы тәмамлангач, без калынлыкны үлчәргә һәм аның әзер продуктның толерантлыгына инанырга тиеш. Оештыру процессында калынлык үзгәрмәячәк, шуңа күрә нечкә тартканнан соң калынлык әзер продукт таләпләренә туры килергә тиеш.

Оештыру бүлмәсе
Әгәр дә яхшы тарту продуктының өслек сыйфаты безнең оста эшчеләребезнең тикшерүен уза алса, ул эшкәртү, бизәүнең соңгы этабына керә. Тегермән белән бер үк, без клиентның өслек сыйфаты таләпләренә карап ике төрле бизәү ысулын кулланачакбыз.

Ике катлы бүлмә һәм Ultrapure су җиһазлары
Ике яклы бизәү ябыштыру тәлинкәсенең эшкәртү адымнарын бетергәндә, полировка өчен кирәк булган вакытны бик кыскартырга мөмкин, шуңа күрә ул гадәттә өслек сыйфаты таләпләрендә кулланылмый, ләкин эшкәртү күләме зур
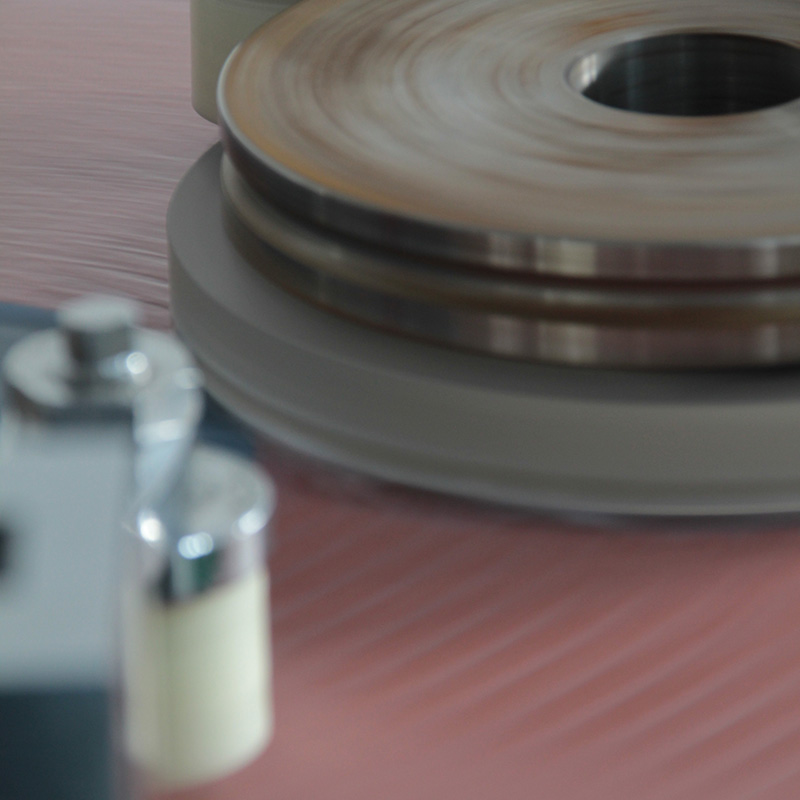
Бер як полировка
Surfaceир өслегенең сыйфаты югары булган продуктлар өчен эшкәртү процессында контрольдә тотылырга тиешле үзгәрүчәннәрне киметү өчен еш кына бер яклы полировка машинасында эшкәртергә кирәк, һәм югары төгәллек өслек төрләрен еш көйләргә һәм алу өчен берничә тапкыр эшкәртелде, бу шулай ук ни өчен югары төгәл продуктларның бәясе продуктның гомуми төгәллегеннән күпкә югарырак булуын билгели
Ensionsлчәмнәрне тикшерү
Эшкәртү һәм чистартудан соң, продукт безнең сыйфат инспекция үзәгенә, әзер продукт клиентның дизайн таләпләренә туры килүен тикшерү өчен җибәрелә. Әлбәттә, монда әзер продуктны сынау безнең барлык процедураларны һәм сыйфатны тикшерү чараларын күрсәтми, Продукцияне сынау бөтен процесс аша узачак.,башлыча үлчәмнәр, түгәрәклек, параллелизм, вертикальлек, почмак, өслек яссылыгы.

Сыйфатны тикшерү
Продукция өслегендәге тырмаларны һәм тапларны тикшерү өчен без стандарт оптик тикшерү утлары һәм микроскоплар кулланабыз

Faceирнең яссылыгын тикшерү
Продукциянең өслеге яссылыгы һәм параллелизмы лазер интерферометры ярдәмендә ачыкланачак